

模具加工:模仁加工标准
发布日期:2021-05-17 00:00 来源:http://lbmap.com 点击:
模具工指模具制作师傅的统称,只不过现在整个模具的生产流程分工很细,如车床磨床都有专业的技师,所以模具工的主要指整个模具进度跟进与最后安装调试的模具师傅。
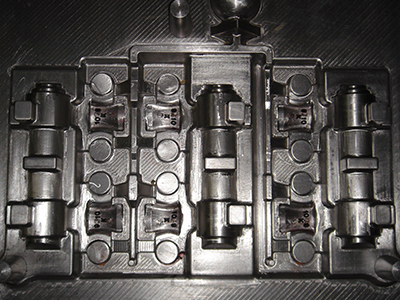
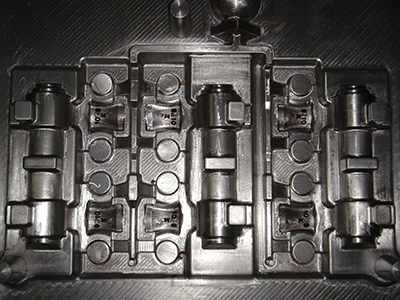
大连模具加工:模仁加工标准
1、上下模肉四周R角
原则上是由CNC加工,当长宽任一尺寸小于或等于350mm、厚度小于或等于250mm时且工件只有线割工艺的而没有CNC工序的由线割加工,如有CNC工序的由CNC加工;当长宽任一尺寸大于350mm、厚度大于250mm全部由CNC加工。
2、行位背面硬片凹槽
行位宽度小于或等于200mm由线割加工,行位宽度大于200mm由CNC加工。行位宽度小于或等于250mm时凹槽作通槽设计(顶部不开通),大于200mm时作挖坑设计(中间不间隔)。
3、行位两侧挂台
1. 当行位宽度小于或等于250mm且两侧挂台是直身的由精密铣床开粗留余量(其中一边要留凸台)再由磨床精加工到数;行位宽度大于250mm由CNC加工。当挂台两侧是斜面时统一由CNC加工工。
2. 当行位高度大于50mm时,要留凸台磨床方便加工,由铣床锣掉凸台。
4、日期章孔
前后模的日期章孔先由精密铣床钻粗底孔,再由火花机加工到数。
5、入胶孔
前后模的进胶点,由铣床钻粗孔再由EDM加工到位。EDM前细孔放电0.6~0.8mm的小孔。
6、模肉、行位斜运水(斜边孔)
针对较大的零件超过铣床加工行程的,由铣床摆角度加工到一定深度再由钻床将工件摆角度再加工到位。
7、运水的加工
当前后模肉长宽尺寸任一方向超过100mm时由钻床加工运水孔及喉牙扩孔。