

在汽车模具制造的过程的注意事项
发布日期:2019-11-04 00:00 来源:http://lbmap.com 点击:
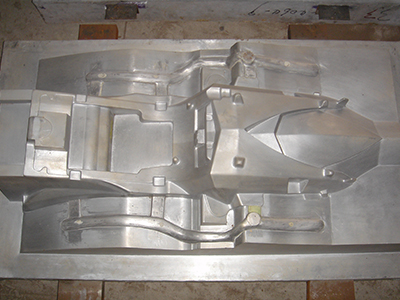
大连模具加工,在汽车模具制造的过程当中,加工深腔模具时要想应用三轴加工中心实现,则必须加长刀柄和刀具,但是利用五轴加工中心加工比较深与比较陡的型腔时,要想给模具加工800彩票创造较好的工艺条件可以通过工件或主轴头的附加回转和摆动,能够使刀具长度得到适当地缩短,从而杜绝刀具同刀杆以及型腔壁之间产生碰撞现象的发生,减少加工时刀具的抖动与破损,刀具的使用寿命得到延长,模具的表面质量和加工效率也大大提高。
高速铣加工采用小径铣刀,高转速、小周期进给量,使得生产效率和加工精度大大提高,同时由于铣削力低,工件热变形减少,铣削深度较小,而进给较快,因此加工的表面粗糙度很小。高速铣可加工60HRC的淬硬模具钢件,因此高速铣加工允许在热处理以后再进行切削加工,使模具制造工艺大大简化。
塑胶模具的主要型腔、型面都由CNC铣削加工来完成。虽然我国的压铸模具已经走向国际市场,出口量达到了30%以上,同时以每年平均18%的增速递进。但是从模具生产的总体情况来说,存在诸多问题,低端的模具产量过大,库存积压严重,高端模具生产不足,需要从国外进口。特别是一种重要部位的精密模具缺口较大,需要进口。针对这样的情况,模具产业需要实现产业升级,转型生产中高端的模具。
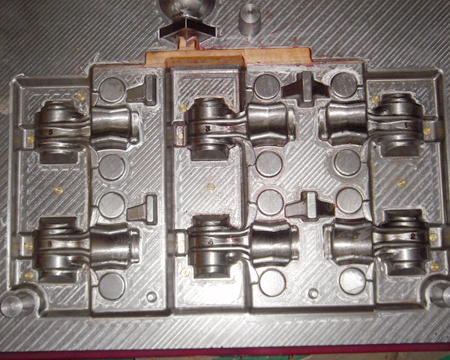
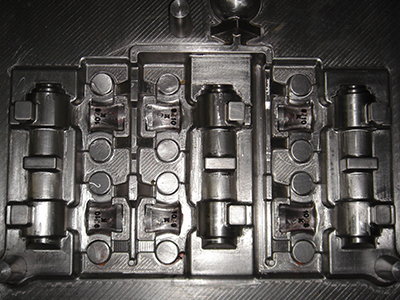
模具型腔型芯应先拆外观主体电极,再拆其他主体电极,后拆局部电极;定模外观电极要考虑整体加工,对CNC清角不到的地方,采用线切割清角,以便定模外观面完整,无接痕;动模深度相差不大的加强筋、筋片、柱子能一起加工的尽量做在一个电极上。
800彩票五金模具粗加工的主要目标是追求单位时间内的材料去除率,并为半精加工准备工件的几何轮廓。在切削过程中因切削层金属面积发生变化,导致五金刀具承受的载荷发生变化,使切削过程不稳定,五金刀具磨损速度不均匀,加工表面质量下降。